型钢混凝土结构质量标准化图册,你值得拥有!
发布时间:2021-07-06 11:19
|
阅读量:
|
资料来源:豆丁施工
第一节 型钢焊接
1、工艺流程
焊前准备→坡口清理、检查衬板、引弧板、息弧板→预热→定位焊→根部打底→填充焊接→面层焊接→按规定后热→按规定保温→焊接外观检查→填写外观检查表→打磨探伤区域→超声波探伤→填写正式报告→工序交接
2、控制要点
2.1 焊接变形对施工质量影响非常大,所以焊接时应采取措施严格控制焊接变形;
2.2 应根据焊接钢板厚度的不同采取相应的预热措施及层间温度控制措施;
2.3 焊工应按照焊接工艺指导书所指定的焊接参数,焊接施焊方向,焊接顺序等进行施焊;
2.4 连续焊接时应控制焊区母材温度,使层间温度上、下限符合工艺条件要求;
2.6 焊接完成后应认真清除焊缝表面飞溅、焊渣,焊缝不得有咬边、气孔、裂纹、焊瘤等缺陷和焊缝表面存在几何尺寸不符现象,不得因切割连接板、刨除垫板等工作伤及母材,连接板、引入、引出板刨除后的表面应平整光滑。
3、质量要求
3.1 同一道焊缝出现一次或数次停顿需再续焊时,始焊接头需在原熄弧处至少15mm 处起弧,禁止在原熄弧处直接起弧;
3.2 打底层:应在焊缝起点前方50mm处的引弧板上引燃电弧,然后运弧进行焊接施工,熄弧时,电弧不允许在接头处熄灭,而是应将电弧引至超越接头处50mm处的引弧板熄弧,并填满弧坑;
3.3 在进行填充焊接前应清除首层焊道上的凸起部分及引弧造成的多余部分,填充层焊接为多层多道焊,每一层均由首道、中间道、坡边道组成。首道焊丝指向向下,其倾角与垂直角成50 度左右;次道及中间道焊缝焊接时,焊丝基本呈水平状,与前进方向呈80~85 度夹角。坡边道焊接时,焊丝上倾50 度。每层焊缝均应保持基本垂直或上部略向外倾,焊接至面缝层时,应注意均匀的留出上部1.5mm 下2mm 的深度的焊角,便于盖面时能够看清坡口边。
3.4 焊接过程中:焊缝的层间温度应始终控制在100~150℃之间,要求焊接过程具有最大的连续性,在施焊过程中出现修补缺陷、清理焊渣所需停焊的情况造成温度下降,则必须进行加热处理,直至达到规定值后方能继续焊接。焊缝出现裂纹时,焊工不得擅自处理,应报告焊接技术负责人,查清原因,订出修补措施后,方可进行处理。
3.5 焊后热处理及防护措施:母材厚度25mm≤T≤80mm 的焊缝,必须立即进行后热保温处理, 后热应在焊缝两侧各
100mm 宽幅均匀加热,加热时自边缘向中部,又自中部向边缘由低向高均匀加热,严禁持热源集中指向局部,后热消氢处理加热温度为200-250℃,保温时间应依据工件板厚按每25mm 板厚1 小时确定。达到保温时间后应缓冷至常温。
第二节 紧固件连接
1、工艺流程
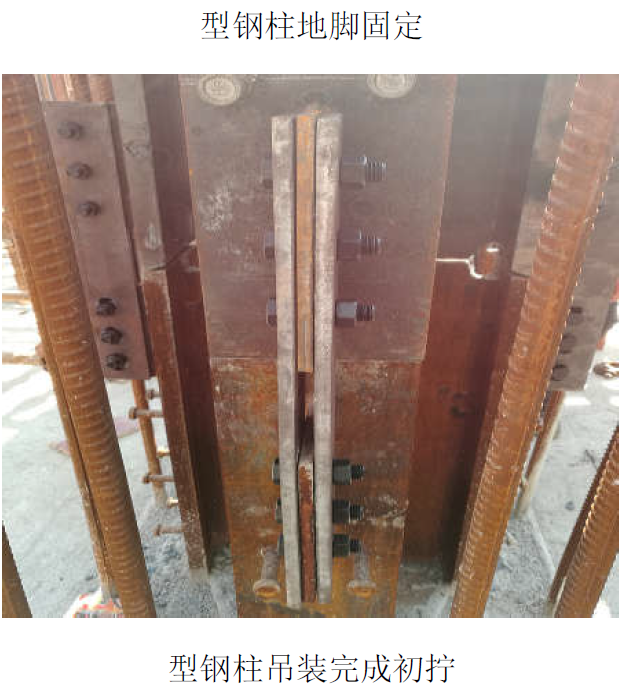
钢构件及配件进场验收→吊装→临时固定→测量、校正→螺栓初拧→终拧→验收
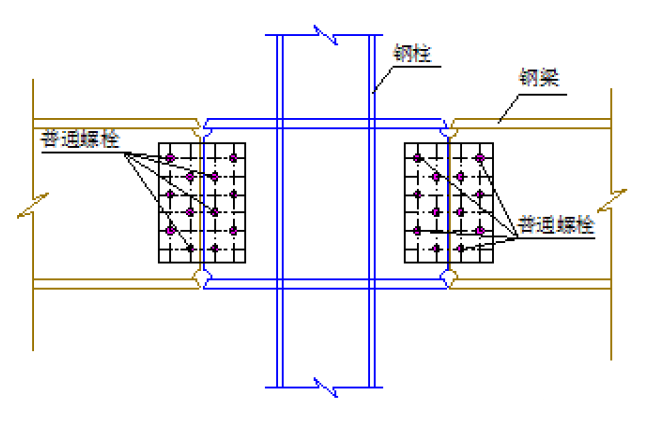
第一步:吊装钢构件就位后,连接节点选用普通螺栓临时固定。

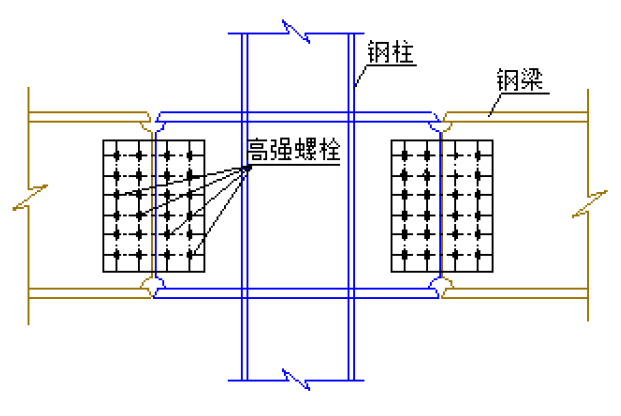
第二步:构件测量校正好后用高强螺栓替换普通螺栓并初拧。
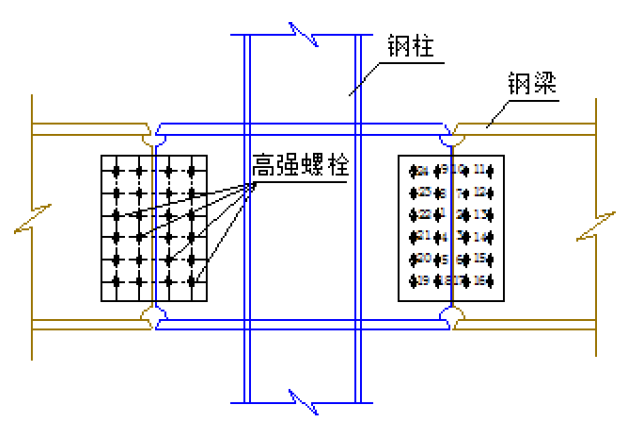
第三步:按对称顺序用专用工具终拧高强螺栓,检查合格后验收。
2、控制要点
2.1 螺栓穿入方向以便利施工为准,每个节点应整齐一致。穿入高强度螺栓用扳手紧固后,再卸下临时螺栓,以高强度螺栓替换;
2.2 装配和紧固节头时,应从安装好的一端或刚性端向自由端进行;高强螺栓的初拧和终拧,都要按照紧固顺序进行:从螺栓群中央开始,依次向外侧进行紧固;
2.3 同一高强螺栓初拧和终拧的时间间隔,要求不得超过一天;
2.4 雨天不得进行高强螺栓安装,摩擦面上和螺栓上不得有水及其它污物,并要注意气候变化对高强螺栓的影响。
3、质量要求
3.2 安装前应对钢构件的摩擦面进行除锈,并满足设计规范要求;
3.3 螺栓穿入方向一致,并且品种规格要按照设计要求进行安装;
3.4 终拧检查完毕的高强螺栓节点及时进行油漆封闭;
3.5 高强螺栓分两次拧紧。第一次初拧到标准预拉力的60-80%,第二次终拧到标准预拉力的100%,现场以梅花头拧掉为准。

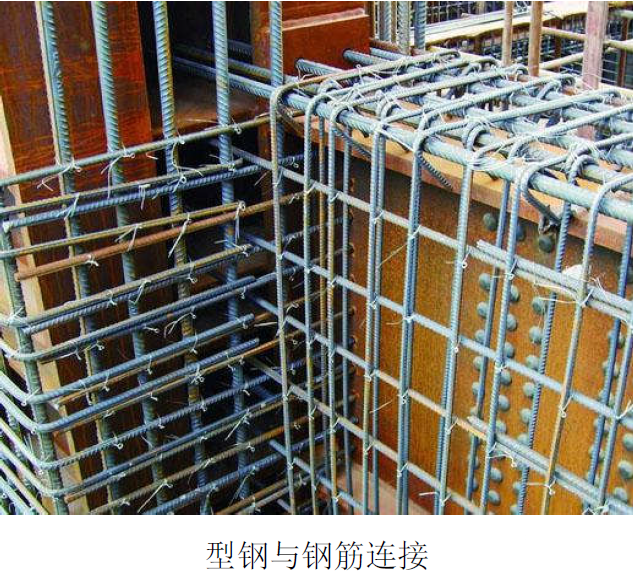
第三节 型钢与钢筋连接
型钢混凝土结构施工前,应熟读图纸,尤其型钢交叉部位,如箍筋或墙体分布筋贯穿型钢,需提前在型钢预留穿钢筋的孔洞,梁柱节点应设置钢筋连接板将钢筋与型钢焊接在一起,确保钢筋的有效连接。同时,在钢结构深化设计中,对钢筋密集的节点进行优化,采用 等截面或等强度替代的方式,尽量减小钢筋数量,便于预留足够的操作空间。
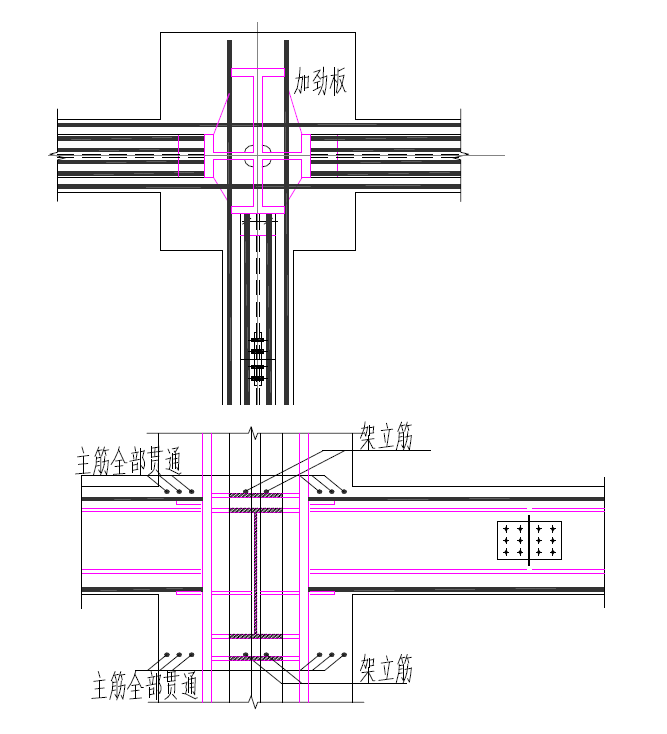
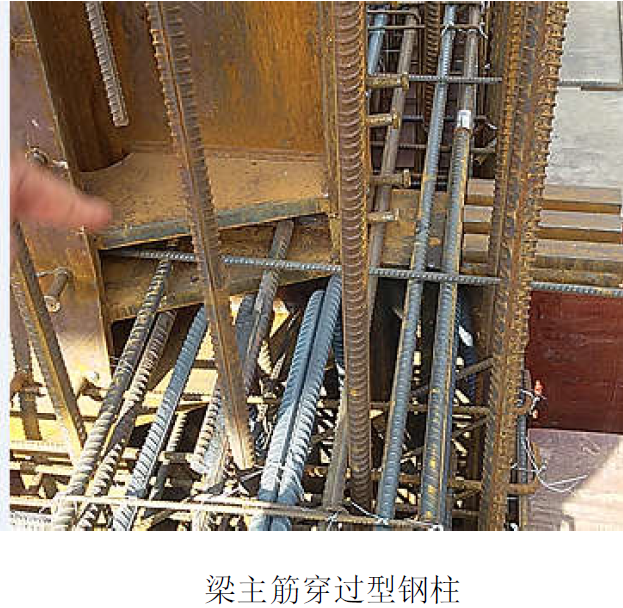
此外,型钢与钢筋也可以采取以下方式进行操作:受型钢梁的影响,劲性柱的竖向受力钢筋在交接部位无法穿过,并且由于钢筋直径较大,也无法弯折绕开,造成劲性柱竖向钢筋被钢骨梁阻挡而无法实现贯通时,可对纵向钢筋进行重新排布。
将劲性混凝土柱的竖向钢筋重新进行排布,避开钢梁以保证劲性柱竖向钢筋的贯通。

第四节 型钢结构件组装及拼装
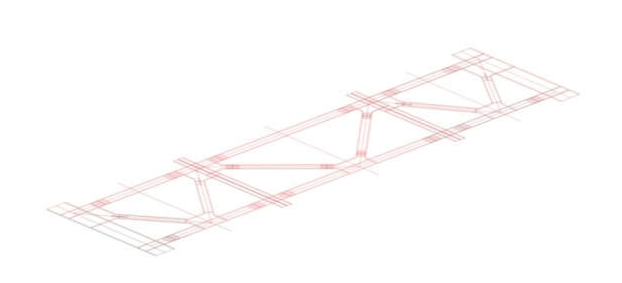
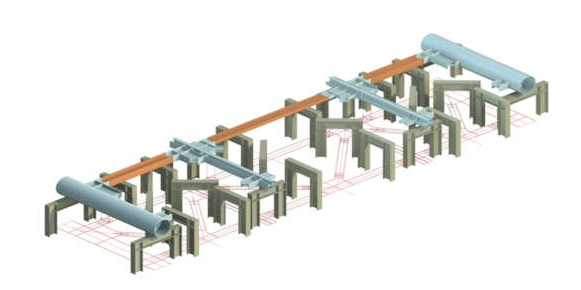
考虑到施工现场场地的限制,型钢结构件组装或拼装采取工厂拼装的方式进行。工厂预拼装目的在于检验构件加工精度能否保证现场拼装、安装的质量要求,确保下道工序的正常运转和安装质量达到规范、设计要求,能否满足现场一次拼装和吊装成功率,减少现场拼装和安装误差。本处以超高层伸臂桁架的预拼装进行简述说明,拼装流程如下:
根据伸臂桁架及钢柱的实际投影尺寸在地面划出整体线型尺寸,位置中心线等。
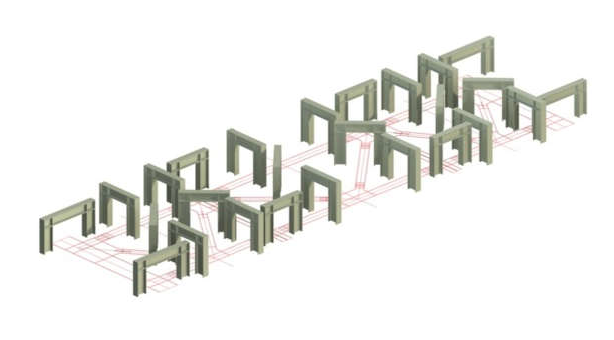
根据预拼装工艺图设置整体组装胎架,胎架设置后应牢固,且有足够的刚度和强度。
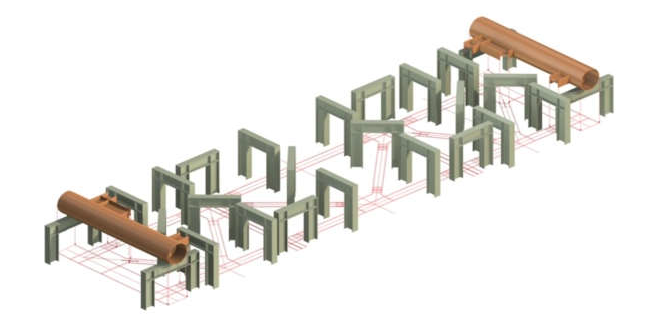
将两侧钢管柱吊上胎架进行定位,定位时将其中心线定对地面定位中心线,并注意两端口与地面基准线的吻合度,定位正确后与胎架点焊牢固。
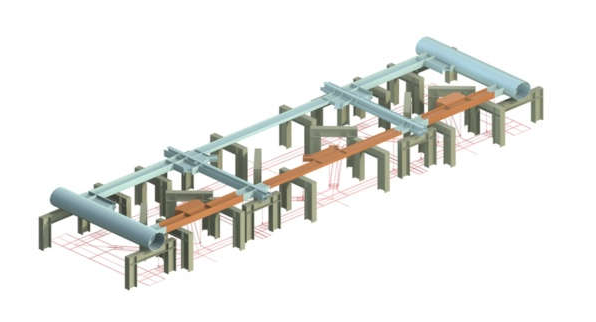
将中间部位的十字柱吊上胎架进行定位,定位时将其中心线定对地面定位中心线,注意十字柱与钢管柱之间的开档尺寸,定位正确后与胎架点焊牢固。
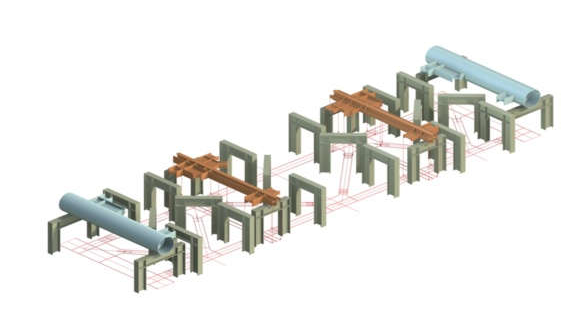
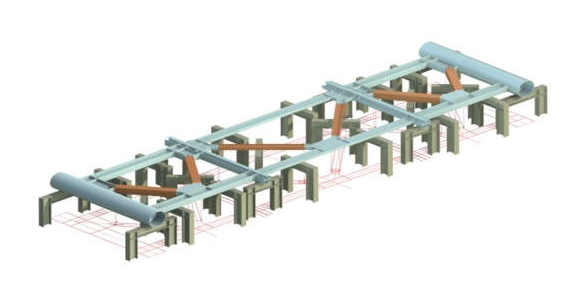
将伸臂桁架的上弦杆吊上胎架进行定位,定位时将其中心线定对地面定位中心线,注意与两侧钢柱牛腿之间的现场对接焊缝间隙,定位正确后与胎架点焊牢固。
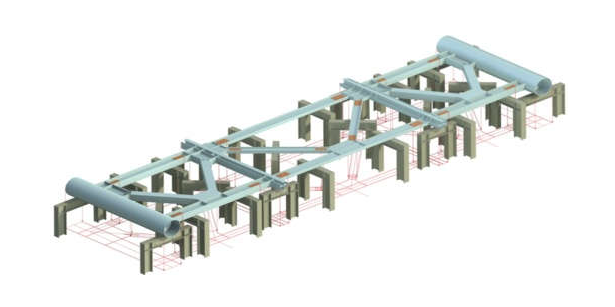
待桁架整体定位完成后交质检员验收合格后方可交驻厂监理进行检查。符合要求后,为配合现场的安装方便,必须做好各连接接口处的对合标记等以方便现场安装用。
第五节 型钢安装
1.校正时应对轴线、垂直度、标高、焊缝间隙等因素进行综合考虑,每个项目的偏差值都要达到设计及规范要求。
2.每节柱的定位轴线以地面控制线为基准线引上,不得从下层柱的轴线引上。
3.结构的楼层标高可按相对标高进行,安装第一节柱时从基准点引出控制标高在混凝土基础或钢柱上,以后每次使用此标高,确保结构标高符合设计及规范要求。
4.下节钢柱顶面和上节钢柱底面的渣土和浮锈要清除干净,以确保焊接质量。